
溶接・接合
 アーク溶接は、電極と対象材料の間に生じる放電現象を熱源として金属を溶かし、元の材料の性質を保ったままひとつのものに接合する加工方法です。アーク溶接のなかでも、薄板の溶接ではTig溶接、半自動溶接という技術を用います。
アーク溶接は、電極と対象材料の間に生じる放電現象を熱源として金属を溶かし、元の材料の性質を保ったままひとつのものに接合する加工方法です。アーク溶接のなかでも、薄板の溶接ではTig溶接、半自動溶接という技術を用います。
Tig溶接
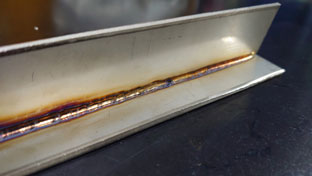
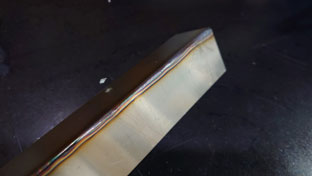
Tig溶接はアルゴンガスで溶接金属を覆い大気から保護しながら接合します。音が静かで火花も散らず作業性がよいために比較的低コストです。そのうえ、外観が綺麗に仕上がるメリットもある優れた方法です。一方で、超高温で加熱、溶融するため、母材には変形収縮、ひずみ、残留応力が発生します。薄物板金加工において、ひずみの少ない寸法精度よい溶接をするためには、溶接技能者の高いスキルが求められます。また、TIG溶接は、鉄、ステンレス、アルミ、銅、チタン、真鍮など多くの金属の接合に対応できます。これも溶接技能者のスキルによります。
半自動溶接
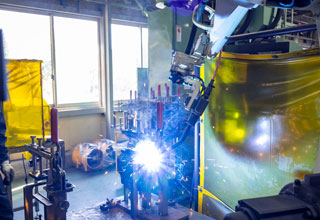 溶接ワイヤーが自動供給される機構のある溶接トーチを手動で操作する方式を、「半自動溶接」と呼びます。Tig溶接では溶接作業者が左手で溶加棒を操作して母材に溶け込ますことで「肉盛り」を形成しますが、この溶加棒の代わりに溶接ワイヤーが自動供給されるため、手早く作業ができます。
溶接ワイヤーが自動供給される機構のある溶接トーチを手動で操作する方式を、「半自動溶接」と呼びます。Tig溶接では溶接作業者が左手で溶加棒を操作して母材に溶け込ますことで「肉盛り」を形成しますが、この溶加棒の代わりに溶接ワイヤーが自動供給されるため、手早く作業ができます。
当社ではアルゴンと炭酸の混合ガスを使用した半自動溶接機(MAG溶接)で、鉄パイプ等を溶接する場合に使用しています。また、繰り返し性のある部品の溶接ではロボット溶接も使用します。
溶接~継ぎ手の種類(Tig溶接)
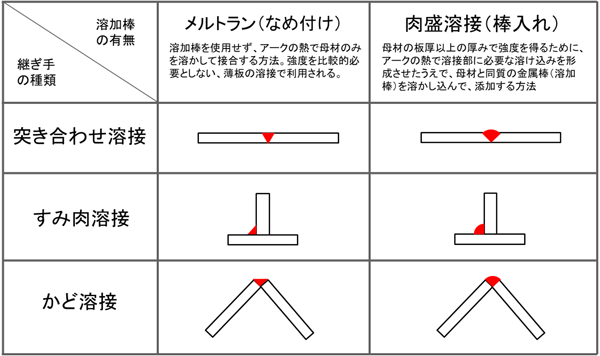
Tig溶接による薄板溶接の基本パターンは、継ぎ手の種類として「突き合わせ」「すみ肉(T字)」「かど」の3種類。さらに溶加棒を添加するかどうかで、「メルトラン(なめ付け)」か「肉盛(棒入れ)」かの2通りで、6通りあります。
さらに板厚や材質によって適切な溶接条件を設定する必要があります。製作物の設計段階で、こうした溶接技術の特性や難易度を考慮しておくことが望ましいです。当社では、お客様の図面をもとにした製作にあたって、適切な溶接方法を選択のうえ、ご提案いたします。
溶接技能者育成システム
当社、神明事業所内に設置されているCreative-works LAB(クリエイティブワークスラボ)では、職人による手溶接の技能を、モーションキャプチャによる動作解析とハイスピードカメラによる溶融プール映像解析等を組み合わせた「溶接技能者育成システム」を構築し、溶接技能者人材の育成や高度溶接技術の研究に取り組んでいます。

溶融プール動画
人的な熟練や経験に依存しがちな溶接技術ですが、デジタル化によりデータを活用した科学的な訓練カリキュラムで、若手技術者の早期育成、次世代の高度熟練者の養成に取り組むとともに、しっかりとした溶接の施工管理で、お客様の技術ニーズに応えています。


